Von
Patrick Kübler
26.05.2026
15 Minuten
Engineering

I. Drei Konstrukteure. Nur fürs Prüfen von Zeichnungen.
Vor einigen Wochen saß ich bei einem unserer Kunden – einem deutschen Maschinenbauer im klassischen Mittelstand mit kundenspezifischen Maschinen, hoher technischer Komplexität und überschaubaren Stückzahlen pro Jahr; konstruiert wird in 3D, ein nennenswerter Teil der Komponenten wird extern gefertigt. Ich war dort, um über die typischen Schmerzen im Engineering zu sprechen – Variantenkonfiguration, Auftragskonstruktion, Suchzeiten. Stattdessen erzählte mir der Konstruktionsleiter von einem Thema, das ich so nicht auf dem Schirm hatte: Zeichnungsprüfung.
Der Prozess klingt zunächst unspektakulär. Aus dem 3D-Modell leitet ein Konstrukteur 2D-Zeichnungen ab und versieht sie mit Bemaßungen, Toleranzen, Schweißangaben, Werkstoffen und Normverweisen. Dann aber kommt der zweite Schritt: Ein anderer Konstrukteur prüft jede Zeichnung im 4-Augen-Prinzip – vollständig markiert, Toleranzketten plausibel, Verweise auf Normen und unternehmensinterne Richtlinien korrekt?
Pro Maschine fließen rund vier Arbeitstage in die reine Zeichnungsprüfung, auf die Jahresstückzahl gerechnet rund 3 FTE – drei volle Konstrukteursstellen, ausschließlich dafür, dass ein zweites Augenpaar prüft. Diese drei Konstrukteure fehlen bei der Konstruktion neuer Bauteile, was direkt Produktkosten und Lieferzeit erhöht. Hinzu kommt: Zeichnungsprüfung ist monotone Arbeit, bei der Fehler leicht übersehen werden – und auf Basis fehlerhafter Zeichnungen werden dann auch falsche Teile bestellt.
Vielleicht ein Sonderfall? In den folgenden Wochen haben wir das in Sondierungsgesprächen mit weiteren Maschinenbauern gezielt angesprochen – vom Sondermaschinenbauer mit unter 100 Mitarbeitenden bis zum Komponentenhersteller mit über tausend. Ergebnis: Wir haben kein Unternehmen getroffen, bei dem dieses Thema keine Rolle gespielt hätte.
Die Literatur bestätigt das. Das Steinbeis-Beratungszentrum Konstruktion schätzt, dass mehr als die Hälfte aller Produktspezifikationen allein im Hinblick auf funktions-, fertigungs-, prüf- und kostengerechte Tolerierung erhebliche und nachweisbare Mängel aufweist. Eine Umfrage des Engineering-Software-Anbieters CoLab kommt dagegen zu dem Ergebnis, dass die Befragten im Mittel 72 Prozent ihrer Zeichnungsprüfungen KI zutrauen würden, die auf den Standards des eigenen Unternehmens basiert.
II. 2D-Zeichnungen verlieren an Bedeutung? Nicht im Maschinenbau.
Die Branche ist seit Jahren auf dem Weg zu „Model-Based Definition“ und „Digital Thread“ – 2D-Zeichnungen sollen langfristig an Bedeutung verlieren. Im klassischen Maschinenbau sieht die Praxis aber anders aus, und das dürfte sich auch mittelfristig nur schrittweise verändern. Dieser Artikel geht der Frage nach, warum das so ist, was es tagtäglich an manueller Arbeit verursacht, warum klassische Prüf-Tools daran scheitern – und wie sich die Lücke mit dem richtigen Ansatz schließen lässt.
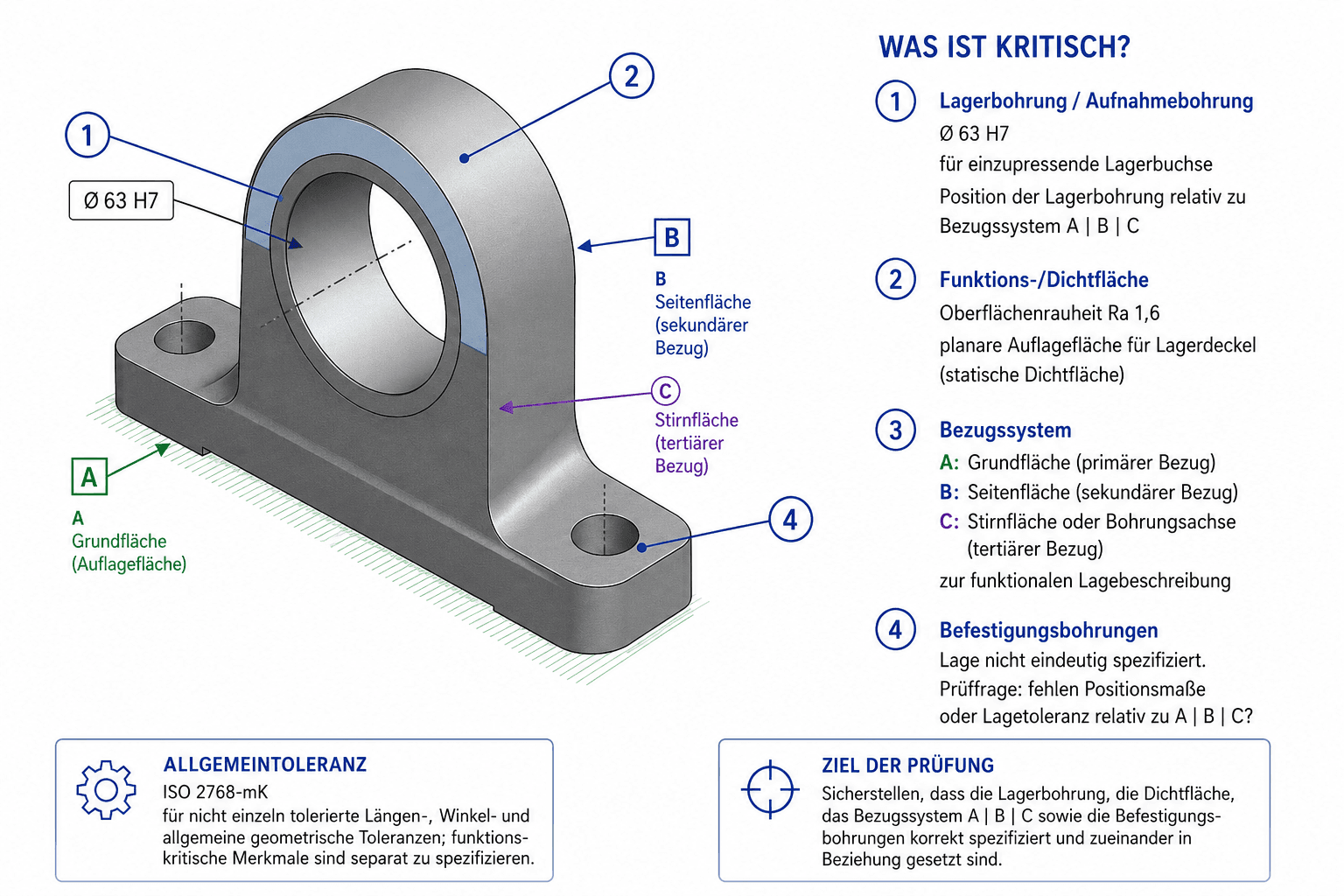
Damit die teilweise recht abstrakten Konzepte besser nachvollziehbar sind, werde ich immer wieder Bezug zu dem folgenden Praxisbeispiel nehmen: Einem Lagerbock mit einer funktionsrelevanten Aufnahmebohrung Ø63 H7 für eine eingepresste Lagerbuchse, einer zugehörigen Bezugskette A|B|C, einer statischen Dichtfläche für den Lagerdeckel mit Ra 1,6 sowie einer Allgemeintoleranz nach ISO 2768-mK.
III. Theoretisch bräuchte es keine 2D-Zeichnungen mehr.
Eine 2D-Zeichnung ist im Kern ein Übersetzungsdokument: Das Produkt entsteht im 3D-CAD-System, und die Zeichnung ist die händische Übersetzung dieses Modells in eine Form, die für die Fertigung lesbar und für den Einkauf rechtlich verbindlich ist.
Diese Übersetzung wäre eigentlich gar nicht mehr nötig. Seit Anfang der 2000er-Jahre erlauben Standards, sämtliche Fertigungsinformationen direkt im 3D-Modell zu hinterlegen – als sogenannte Product Manufacturing Information (PMI): ASME Y14.41 (2003), ISO 16792 (in Deutschland als DIN ISO 16792) und STEP AP242 als Austauschformat zwischen CAD, CAM, Messmaschine, ERP und Lieferant.
Unter dem Leitbild des Model-Based Definition (MBD) wird das 3D-Modell so zur alleinigen Quelle der Wahrheit: Toleranzketten, Bezugssysteme, Oberflächengüten und Schweißangaben hängen nicht als „Beschriftung“ am Modell, sondern sind explizit mit den jeweiligen Geometrie-Features verknüpft. Damit gäbe es nur noch einen Datensatz statt zwei, Werte ließen sich automatisiert von CAD über CAM bis zur Prüfsoftware durchreichen, und aus dem Modell ließen sich Stücklisten, Arbeitspläne und Prüfdokumente regelbasiert ableiten.
In der Theorie also alles geklärt – und in Luft- und Raumfahrt sowie Automotive wird das Konzept teilweise gelebt.
IV. Die Realität im klassischen Maschinenbau ist eine andere.
In Gesprächen mit zahlreichen Maschinenbauunternehmen – darunter auch digital weit fortgeschrittene Unternehmen – sagte mir ein Verantwortlicher einen Satz, der hängen geblieben ist: „PMIs in der Konstruktion einzuführen – das habe ich bisher nicht durchgesetzt bekommen.“
Die internationale Studienlage passt dazu. Eine Erhebung in der finnischen Maschinenbauindustrie zeigt: Die Mehrheit der Unternehmen kennt PMI/MBD, aber weniger als die Hälfte setzt es ein. Eine Tech-Clarity-Befragung unter MBD-Anwendern misst zwar hohe Zufriedenheit (89 Prozent würden den Schritt wieder gehen), benennt aber Investitionsaufwand, Altbestand an Zeichnungen und fehlenden organisatorischen Zug als zentrale Hürden.
V. Warum die Praxis trotzdem an der 2D-Zeichnung festhält
Wenn man genau hinschaut, gibt es für jede beteiligte Rolle gute Gründe, weshalb sich PMI im Maschinenbau bislang nicht durchgesetzt hat.
Sicht des Konstrukteurs: Aufwand und Denkmuster
PMI-Daten direkt im 3D-Modell zu hinterlegen bedeutet in der Praxis deutlich mehr Arbeit beim Konstruieren: Toleranzen, Bezüge, Notes, Werkstoffe müssen explizit an Geometrie-Features geheftet werden – räumlich gedacht und semantisch korrekt platziert werden. Hinzu kommt ein Denkmuster: Beim Konstruieren denkt man an die Funktion im Einsatz, nicht an die Fertigung. Den Fertigungsblick einmal pro Bauteil bei der 2D-Ableitung einzunehmen ist effizient; ihn dauerhaft beim Modellieren mitzuführen verlangsamt die eigentliche Konstruktion. Und ein praktischer Punkt: Bei komplexen Baugruppen verschlechtern zusätzliche PMI-Daten Ladezeiten und Visualisierung spürbar, was teilweise separate Ansichten erzwingt.
Warum sich 2D-Zeichnungen nicht einfach automatisiert ableiten lassen
Der naheliegende Schritt, direkt im CAD-System die 2D-Zeichnung aus dem 3D-Modell automatisch zu erzeugen, funktioniert in der Breite nicht zufriedenstellend – auch nicht mit führenden CAD-Suiten. Der Grund liegt tiefer als in der Werkzeug-Reife: Eine 2D-Zeichnung ist keine reduzierte Sicht auf das 3D-Modell, sondern eine geistige Transferleistung des Konstrukteurs. Er versetzt sich in den Fertigungskollegen hinein, wählt genau den Schnitt, der für die Bearbeitung gebraucht wird, bemaßt nur das, was fertigungsrelevant ist, und ergänzt Toleranzen dort, wo Funktion oder Fertigung sie verlangen. Eine automatisch erzeugte Zeichnung enthält dagegen entweder zu wenig oder zu viel – beides ist für die Fertigung unbrauchbar.
Sicht der Fertigung: Geschwindigkeit schlägt Eleganz
Die Fertigungskollegen wollen auf einen Blick erkennen, was für ihren Arbeitsschritt wichtig ist. Eine klar lesbare Schnittansicht auf Blatt oder stationärem Bildschirm ist dafür unschlagbar. Ein 3D-Modell mit PMI verlangt dagegen geübten Umgang mit dem Viewer, eine MBD-fähige Lizenz pro Arbeitsplatz, robuste Hardware in der rauen Fertigungsumgebung und eine Bedienlogik, in der relevante Informationen erst durch Ein- und Ausblenden sichtbar werden. Die zentrale Sorge der Fertigungsexperten: dass die Suche nach den jeweils relevanten Informationen sie in der Linie verlangsamt – und damit Stückzeit und Termintreue gefährdet.
Sicht des Einkaufs und der Lieferanten: Rechtssicherheit schlägt Digital Thread
Eine technische Zeichnung ist im B2B-Geschäft ein Vertragsdokument – die rechtsverbindliche Grundlage zwischen Abnehmer und Hersteller, an der sich Reklamation, Mängelansprüche und Produkthaftung festmachen lassen. Genau deshalb bestehen viele Lieferanten – insbesondere im Mittelstand – weiterhin auf 2D-Zeichnungen: als unveränderliches Dokument, das eindeutig einer Bestellung zugeordnet, archiviert, signiert und im Streitfall vorgelegt werden kann; und als Format, das auch Lieferanten ohne PMI-fähiges CAD-System verarbeiten können. Solange diese rechtliche Ankerfunktion nicht in vergleichbarer Weise auf das 3D-Modell übertragen ist, bleibt die 2D-Zeichnung in jeder Bestellung – selbst dann, wenn intern bereits PMI-fähig gearbeitet wird.
Das Fazit aus diesen vier Perspektiven
Die 2D-Zeichnung wird im klassischen Maschinenbau auf absehbare Zeit nicht verschwinden. Die Hürden für PMI sind strukturell – Aufwand in der Konstruktion, Grenzen automatischer Ableitung, ergonomische und ökonomische Anforderungen in der Fertigung, rechtliche Anker im Einkauf. Das heißt nicht, dass MBD und PMI nicht erstrebenswert wären; ihre Bedeutung wird in den nächsten Jahren weiter zunehmen – aber eben nicht von heute auf morgen.
Damit stellt sich für viele heute nicht die Frage „Wie schaffen wir die 2D-Zeichnung ab?“ – sondern: „Wie automatisieren wir die manuelle Arbeit, die rund um die 2D-Zeichnung anfällt?“
VI. Warum klassische Prüfwerkzeuge daran scheitern
Heutige Werkzeuge für die Zeichnungsprüfung gliedern sich in vier Lager. Keines davon löst das Problem vollständig.
1. Drawing-Standards-Prüfer der CAD-Suiten
Jede große 3D-CAD-Suite bringt einen eigenen Standards-Prüfer mit. Geprüft werden Layer-Konventionen, Schriftgrößen, Linienstärken, einheitliche Bemaßungsstile, Schriftfeld-Pflichtfelder. Das ist nützlich für die formale Disziplin – aber Format-Prüfung, keine Inhaltsprüfung. Ob eine Bemaßung sinnvoll und vollständig ist, ob die Toleranzkette geschlossen ist, ob die ISO-2768-Klasse zur Geometrie passt, liegt jenseits ihrer Möglichkeiten. Selbst beim Schriftfeld prüft das Werkzeug nur, ob die Felder befüllt sind – nicht, ob deren Inhalt zur Zeichnung passt.
2. CAD-Validatoren für den Datenaustausch zwischen Systemen
Diese Werkzeuge stammen aus dem PLM-Datenaustausch und weisen nach, dass Geometrie, PMI und Maße beim Übergang zwischen CAD-Systemen oder Datei-Formaten verlustfrei übertragen wurden – etwa beim Abgleich eines Konstruktionsdatensatzes mit seinem STEP-AP242-Pendant oder bei einer CAD-Migration. Für eine Zeichnung gegen Norm und Hausregeln zu prüfen, sind sie aber das falsche Werkzeug: Hier gibt es keine zwei Datenstände zu vergleichen, sondern nur eine Zeichnung – und die Frage, ob sie in sich konsistent und normgerecht ist.
3. OCR- und bildbasierte Extraktionsdienste
Eine dritte Gruppe rastert die Zeichnung und liest mit OCR (in moderneren Varianten KI-gestützt) Texte und Werte aus. Schriftfelder mit klar abgegrenztem Layout (Werkstoff, Zeichnungsnummer, Revision, Maßstab) werden so zuverlässig extrahiert – ein realistischer Anwendungsfall ist die Massenübernahme von Stammdaten aus Lieferantenzeichnungen ins ERP. Sobald es darüber hinausgeht, fallen die Erkennungsraten ab, und vor allem bleibt eine zentrale Frage offen: Zu welchem Bauteil-Feature gehört welches erkannte Maß? Eine Toleranzangabe ist kein Stück Text, sondern ein zusammengesetztes Konstrukt aus Nennmaß, Abweichungen, Toleranzrahmen, Form-/Lage-Symbol und Bezug; und das System gibt zurück „⌀63 H7“, aber nicht „diese Toleranz gehört zur Bohrung in Ansicht B-B mit Bezug C als Datum“. Genau diese Verknüpfung Maß ↔ Feature ↔ Position braucht aber, wer prüfen will. Deshalb werden diese Dienste in der Praxis fast nur als Vorverarbeitung eingesetzt – das eigentliche Prüfproblem bleibt ungelöst.
4. KI-gestützte Zeichnungsprüfer
Die jüngste Generation übergibt Zeichnung und Regelset einem Sprachmodell, das direkt Befunde erzeugt. Die Prüfgeschwindigkeit ist hoch, der Funktionsumfang wächst sichtbar – aber drei Schwächen bleiben.
Reproduzierbarkeit: Dieselbe Zeichnung erzeugt nicht zuverlässig dieselben Befunde, was für QM-fähige Prüfprozesse nicht tragfähig ist.
Nachvollziehbarkeit / Verortbarkeit: „Toleranzkette nicht geschlossen“ ohne deterministische Verankerung an konkreten Zeichnungselementen lässt sich weder überprüfen noch gezielt beheben.
Hauseigene Norm- und Kundenregeln: Ein generisches Sprachmodell kennt die Schreibweisen-Marotten eines Bestandskunden oder Abweichungen vom DIN-Standard nicht und müsste sie explizit gefüttert bekommen – was zurück zu den ersten beiden Punkten führt.
Was allen vier Lagern gemeinsam fehlt
Ein Werkzeug, das die Zeichnungsprüfung zuverlässig automatisiert, müsste vier Anforderungen erfüllen:
Verortbarkeit (jeder Befund zeigt auf das exakte grafische Objekt, nicht auf „irgendwo da oben links“),
Reproduzierbarkeit (derselbe Eingang erzeugt denselben Befund – sonst ist das Werkzeug für QM-fähige Prüfverfahren nicht einsetzbar),
Nachvollziehbarkeit (jeder Befund hat eine prüfbare Beleg- und Begründungskette, die ein erfahrener Konstrukteur hinterfragen kann) und
Berücksichtigung interner Vorgaben (neben öffentlichen Normen müssen werksinterne Konstruktions- und Zeichnungsregeln genauso geprüft werden).
Diese vier Eigenschaften sind in den heutigen Werkzeugen entweder nicht vorhanden oder nicht systematisch zusammengeführt.
VII. Wie lassen sich diese Limitationen beheben?
Aus meiner Sicht sind dafür vier Bausteine zentral.
1. Vektor-natives Lesen statt Bilderkennung.
Eine moderne Zeichnung kommt selten als Bild, sondern als Vektorformat – meist DXF aus dem CAD-System oder PDF mit Vektorinhalt. Linien, Bemaßungen, Texte, Toleranzrahmen, Schnittpfeile liegen geometrisch exakt vor. Eine gute 2D-Analyse liest die Vektorobjekte direkt, statt sie zu rastern und auf Pixelebene zu raten. Bilderkennung bleibt der Rückfallpfad für gescannte Altzeichnungen, nicht der Hauptweg.
2. Jede Annotation wird ihrem Bauteil-Feature zugeordnet.
Hier liegt der eigentliche Bruch zu klassischen OCR-Lösungen, die einen Stapel erkannter Werte ohne Zuordnung zu Bohrung, Fläche oder Bezug liefern. Aus der Zeichnung wird stattdessen eine strukturierte Beschreibung des Bauteils, in der jedes Element eine stabile ID trägt. Aus einer vollständig spezifizierten Lagerbock-Zeichnung könnte etwa entstehen: „Zentrale Bohrung Ø63 H7 in Ansicht B-B, positionsbestimmt relativ zu den Bezügen A|B|C; statische Dichtfläche rechts der Bohrung mit Ra 1,6; Allgemeintoleranz ISO 2768-mK im Schriftfeld.“ Diese IDs machen Befunde verortbar: Eine Meldung „Für die Passbohrung Ø63 H7 fehlt eine vollständige Bezugskette“ wird zum Klick, der den Konstrukteur direkt an die richtige Stelle in der Zeichnung führt. Die Struktur ist zudem quellenunabhängig – eine Bohrung bleibt eine Bohrung, egal ob aus der 2D-Zeichnung gelesen oder aus dem 3D-Modell extrahiert.
3. Deterministischer Kern, klar abgegrenzte ML-Anteile.
Extraktion und Regelprüfung sind deterministisch. „Trägt diese Bohrung eine Toleranz?“ oder „Sitzt dieser Toleranzrahmen an einer Bezugskontur?“ beantwortet Code, der bei gleicher Zeichnung jedes Mal dasselbe Ergebnis liefert – nicht ein KI-Modell. Maschinelles Lernen kommt nur in klar umrissenen Teilaufträgen zum Einsatz, etwa beim Erkennen eines unsauber gezeichneten Toleranzrahmens oder eines schwer lesbaren Oberflächensymbols. Was ML vorschlägt, wird gegen die Vektor-Geometrie abgeglichen; passt es nicht, wird die Erkennung verworfen. Sprachmodelle kommen nur in der Begründung einer Meldung zum Einsatz, nicht in der Prüfentscheidung selbst. So bleibt jede Aussage reproduzierbar und auditfähig.
4. Wissensgraph für Normen und interne Vorgaben.
Bei der Zeichnungsprüfung sind nicht nur ISO und DIN relevant, sondern genauso die werksinternen Vorgaben – eigene Toleranzklassen, Oberflächenphilosophie für Dichtsitze, Schweißsymbolik, Bezugsphilosophie. Beides liegt im selben Wissensgraphen, jeweils klar als „öffentliche Norm“ oder „Hausregel“ markiert. Eine Prüfregel wird so zu einem Pfad im Graphen – formulierbar, änderbar, auditierbar. Daraus ergibt sich der praktische Nutzen: Befunde werden konkret („fehlende Toleranz an Bohrung Ø10 in Position A3“ statt „fehlende Toleranz“), das Erfahrungswissen einzelner Konstrukteure wird einmal modelliert und steht jeder künftigen Prüfung zur Verfügung, und Änderungen an internen Regeln sind nachvollziehbar dokumentiert – auch im Audit- oder Reklamationsfall.
Die 3D-Brücke gehört zwingend dazu
Die gleiche Architektur, die die 2D-Zeichnung in typisierte Features zerlegt, kann auch das 3D-Modell aus den STEP-Daten zerlegen – Bohrungen, Taschen, Nuten, Gewinde mit Position, Geometrie und Beziehungen, strukturell identisch zur 2D-Seite. Dadurch lassen sich drei Dinge automatisieren, die heute bestenfalls stichprobenartig laufen: die Konsistenzprüfung Zeichnung ↔ Modell (existieren alle bemaßten Features auch im Modell?, stimmen die Hauptmaße überein?); eine Ähnlichkeitssuche über den gesamten Bestand auch dort, wo Teile nur als Zeichnung vorliegen – in einem Kundengespräch dieser Tage waren das 25 % des Bestandes; und eine durchgängige Verbindung vom Toleranzrahmen in der Zeichnung über das Feature im 3D-Modell bis zur Norm-Anforderung im Wissensgraphen, weil alle Elemente über dieselben IDs verknüpft sind.
VIII. Was lässt sich damit prüfen und automatisieren – und was nicht?
Was heute zuverlässig automatisiert prüfbar ist
Vorausgesetzt, die Zeichnung liegt in ausreichender Qualität vor und die relevanten Regelwerke sind formalisiert, lassen sich folgende Punkte gut automatisieren:
Form- und Lagetoleranzen an funktionsrelevanten Flächen inklusive gültiger Bezugskette sowie Oberflächengüten an Dicht-, Pass- und Funktionsflächen
Bemaßung vollständig und eindeutig (Position, Durchmesser, keine Doppel- oder fehlenden Bezugsmaße); Allgemeintoleranzen sauber referenziert – ISO 2768, DIN-Normen oder werksinterne Klassen
Schweißsymbolik und Schriftfeld auf Konformität, inklusive Werkstoff, Halbzeug, Oberflächenbehandlung, Norm-Verweisen und Toleranzklasse
Konsistenz Zeichnung ↔ 3D-Modell und Einhaltung formaler Zeichnungsstandards (Layer, Strichstärken, Bemaßungsstil) im selben Lauf
Fertigungs- und werkstoffbezogene Regeln aus Norm- oder Werksvorgaben – etwa Mindestbiegeradius nach DIN 6935 für eine gegebene Blechdicke und Werkstoffkombination
An einer realen, lückenhaften Beispielzeichnung des Lagerbocks – also einer, in der die Soll-Spezifikation gerade nicht vollständig umgesetzt ist – würde ein solcher Prüflauf etwa melden: Passbohrung Ø63 H7 vorhanden, aber Bezug C in der Bezugskette fehlt; Dichtfläche erkannt, aber ohne Oberflächenkennwert; Allgemeintoleranz im Schriftfeld vorhanden, jedoch ohne definierte Ausnahme für das Funktionsmaß. Genau diese Art konkreter, lokalisierbarer Befunde – die sichtbar gemachte Lücke zwischen Soll und Ist – spart in der Prüfung Zeit.
Was sich nicht automatisieren lässt
Eine 2D-Analyse ersetzt das ingenieurmäßige Urteil nicht. Nicht automatisierbar sind insbesondere:
Die Beurteilung, ob eine Konstruktion mechanisch Sinn ergibt – Kraftfluss, Hebelverhältnisse, Bauteilfestigkeit im Betriebslastfall –, ebenso wie Festigkeits- und Stabilitätsprüfungen, die FEM-Terrain sind und Lasten, Randbedingungen und Werkstoffmodelle brauchen
Die Wahl der Konstruktionsphilosophie (geschweißt vs. geschraubt, gegossen vs. spanend, einteilig vs. mehrteilig) für Funktion, Kosten und Lebenszyklus
Die funktionale Angemessenheit der Bemaßungsstrategie: ob die gewählten Bezugsflächen für die Messtechnik praktikabel sind und Toleranzketten in der Fertigung beherrschbar bleiben. Das System kann beim Lagerbock erkennen, dass eine Bezugskette formal vollständig ist; ob gerade diese Bezüge aus Sicht der Messstrategie die beste Wahl sind, bleibt Ingenieurentscheidung.
Welche Automatisierungen sich damit umsetzen lassen
Sobald die Zeichnung als strukturierte, prüfbare Datenquelle vorliegt, ergeben sich vier konkrete Anwendungsfälle.
Zeichnungsprüfung ist der unmittelbarste Use Case. Jede Zeichnung – im eigenen Haus erstellt oder vom Lieferanten geliefert – wird vor Freigabe gegen Normen und werksinterne Vorgaben geprüft, Befunde kommen mit konkreter Verortung zurück, und der Konstrukteur bessert gezielt nach.
Wiederverwendung statt Neuanlage: Bevor ein neues Teil samt Stammdaten angelegt wird, läuft eine Ähnlichkeitssuche über den Bestand – auf Basis von Featurevektoren aus 3D-Modellen und 2D-Zeichnungen. Gerade in Beständen, in denen ein erheblicher Anteil nur als Zeichnung vorliegt, schließt das eine Lücke, die heute keine Standardlösung füllt.
Arbeitsplan-Vorschläge aus der Vergangenheit: Aus typisierten Features mit Toleranzen plus historischen Daten zu Maschine, Operation und Aufspannung lässt sich ein erster Arbeitsplan ableiten – etwa „für ein Drehteil dieser Geometrie mit Toleranz IT7 wurde in 80 % der Fälle Maschine X mit Aufspannung Y verwendet“. Der Arbeitsvorbereiter prüft und passt an, statt mit einer leeren Maske zu starten.
Q-Plan-Vorbefüllung: Aus den prüfrelevanten Maßen und Toleranzen einer Zeichnung entsteht ein Vorschlag für den Prüfplan – welche Maße in welcher Häufigkeit und mit welcher Methode geprüft werden sollten. QM bearbeitet und genehmigt, statt jedes Mal bei Null zu starten.
So bleibt Zeit für die eigentliche Konstruktion, statt für repetitive Prüfaufgaben – und das auch dort, wo das Unternehmen (noch) nicht auf PMIs setzt.
An was wir bei wailand arbeiten
Wir haben die 2D-Zeichnung als wichtigen Baustein im Übergang von der Konstruktion zur Produktion erkannt und entwickeln genau dafür Lösungen
Der praktische Einstieg läuft typischerweise in drei Schritten:
Schritt 1 – Erkennungstest mit zehn Zeichnungen.
Der Kunde übermittelt zehn typische Zeichnungen aus seinem Bestand; wir lassen sie durch den Service laufen und zeigen, was korrekt erkannt wurde, was unklar war, wo das System ehrlich „nicht entscheidbar“ gemeldet hat. Größenordnung: Minuten bis wenige Stunden.
Schritt 2 – Normen und werksinterne Vorgaben einlernen.
Die internen Konstruktions- und Zeichnungsvorgaben gehen in den Wissensgraphen, werden mit den relevanten Standardnormen verknüpft, offene Fragen klären wir mit einem erfahrenen Konstrukteur. Die zehn Zeichnungen laufen erneut – nun gegen das volle Profil. Größenordnung: Stunden.
Schritt 3 – Optionale Anbindung an die IT-Systeme.
Soll die Prüfung automatisiert im Konstruktions-Freigabe-Workflow oder in der Eingangsprüfung durchgeführt werden, erfolgt das über vorgefertigte Schnittstellen in unserer Automatisierungsplattform. Wo eine individuelle Schnittstelle nötig ist – weil ERP- oder PLM-Systeme über die Jahre kundenindividuell erweitert wurden –, setzen wir das in Stunden bis wenigen Tagen um.
Der Kunde sieht den Nutzen, bevor er sich auf eine Anbindung festlegen muss: Bereits nach Schritt 1 ist klar, ob die Erkennung trägt, nach Schritt 2 ob relevante Normen und interne Vorgaben sauber abgebildet sind. In Summe sprechen wir über eine Einführungsdauer in Tagen. Nicht in Wochen, nicht in Monaten – und schon gar nicht als klassisches Individualsoftware-Projekt mit ungewissem Ausgang.